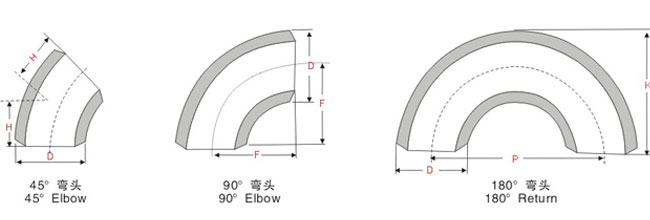
不銹鋼彎頭,180度彎頭,沖壓彎頭加工工藝
不銹鋼彎頭,180度彎頭,沖壓彎頭加工工藝 優(yōu)質(zhì)沖壓彎頭展示:
1) 沖壓加工的生產(chǎn)效率高,且操作方便,易于實現(xiàn)機(jī)械化與自動化�,這是因為沖壓是依靠沖模和沖壓設(shè)備來完成加工�,普通壓力機(jī)的行程次數(shù)為每分鐘 對焊沖壓彎頭可達(dá)幾十次,高速壓力要每分鐘可達(dá)數(shù)百次甚至千次以上,而且每次沖壓行程就可能得到一個沖壓件�。
2)沖壓一般沒有切屑碎料生成�����,材料的消耗較少,且不需其它加熱設(shè)備,因而是一種省料,節(jié)能的加工方法,沖壓件的成本較低�。
3) 沖壓可加工出尺寸范圍較大,形狀較復(fù)雜的零件,如小到鐘表的秒表,大到汽車縱梁,覆蓋件等,加上沖壓時材料的冷變形硬化效應(yīng),沖壓的強(qiáng)度和剛度均較高���。
4) 沖壓時由于模具保證了沖壓件的尺寸與形狀精度,且一般不破壞沖壓件的表面質(zhì)量,而模具的壽命一般較長,所以沖壓的質(zhì)量穩(wěn)定,互換性好,具有“一模一樣”的特征����。沖壓彎頭的成型工藝過程是復(fù)雜的����,需要根據(jù)不同的材質(zhì)和用途進(jìn)行焊接��,在一定的壓力下進(jìn)行逐漸成形���。
沖壓彎頭的成型需要按照一定的工序進(jìn)行�����,嚴(yán)格遵守相應(yīng)的流程過程��,否則生產(chǎn)出的沖壓彎頭就會產(chǎn)生質(zhì)量問題���。根據(jù)需要���,一個圓形環(huán)殼可以切割成4個90 °彎頭或6個60 °彎頭或其它規(guī)格的彎頭,該工藝適用于制造彎頭中徑與彎頭內(nèi)徑比大于1.5D的任何規(guī)格大型推制彎頭�,是目前制造大型推制彎頭的理想方法。
這種工藝成型方法使用在不同彎頭的生產(chǎn)中����,在不同的領(lǐng)域中展現(xiàn)良好的使用價值,使工藝在不同的彎頭制作中具有良好的價值體現(xiàn)���。
大型沖壓彎頭的成型工藝過程的優(yōu)點主要表現(xiàn)在以下幾個方面:
1)不需要管坯作原料���,可節(jié)約制管設(shè)備及模具費用,且可得到任意大直徑而壁厚相對較薄的推制彎頭���。這種沖壓彎頭的原料比較特殊�,不需要加入管坯原料��,在加工時容易控制����。
2)加工沖壓彎頭的坯料為平板或可展曲面�����,因而下料簡單�,精度容易保證���,組裝焊接方便���,在加工時容易控制原料,操作比較簡單�����,沒有繁雜的工序�,并且焊接和組裝比較方便。
3)由于上述二條原因��,可以縮短制造周期�,生產(chǎn)成本大大降低���。因不需要任何專用設(shè)備�,尤其適合于現(xiàn)場加工大型沖壓彎頭。
沖壓彎頭的材料 :不銹鋼沖壓彎頭區(qū)別于碳鋼彎頭的主要是材質(zhì)的不同����,其所含的化學(xué)成分會保持彎頭表面長時間不會生銹,不易被腐蝕�����。不銹鋼以不銹����,耐腐蝕性為主要特性,且鉻含量至少為10.5%�,碳含量最大不超過1.2%的鋼。奧氏體不銹鋼基體以面心立方體結(jié)構(gòu)的奧氏體組織(γ相)為主����,無磁性,
主要通過冷加工使其強(qiáng)化(并可能導(dǎo)致一定磁性)的不銹鋼����。奧氏體-鐵素體(雙相)型不銹鋼基體兼有奧氏體和鐵素體兩相組織(其中較少相的含量一般大于15%),有磁性�����,可以通過冷加工使其強(qiáng)化的不銹鋼。
鐵素體型不銹鋼基體以體心立方體晶體結(jié)構(gòu)的鐵素體組織(α相)為主���,有磁性���,一般不能通過熱處理硬化,但冷加工可使其輕微強(qiáng)化的不銹鋼��。短半徑碳鋼彎頭
溫州華鼎管件專業(yè)從事不銹鋼彎頭,不銹鋼大小頭,不銹鋼偏心異徑管,不銹鋼偏心大小頭,180度不銹鋼彎頭,短半徑不銹鋼彎頭,不銹鋼翻邊,不銹鋼三通,不銹鋼等徑三通,不銹鋼異徑三通,不銹鋼彎管等生產(chǎn)銷售業(yè)務(wù),主要生產(chǎn)的管件材質(zhì)有:304����、321、316L�、304L、310S���、2520����、雙相鋼����、2205����、2507����、904L����、特殊鋼、酸洗�、耐酸耐腐蝕,是溫州不銹鋼管件生產(chǎn)廠家之一
溫州華鼎管件制造有限公司
銷售熱線:0577-86881270 400-6627-168
手機(jī):15957777770 13806879716 13857735723
傳真:0577-86893258
郵箱:1905241601@QQ.com
郵編:325024
網(wǎng)址:http://m.coido.cn
地址:溫州龍灣沙城鎮(zhèn)七四工業(yè)園區(qū)(A-2)